 Функционирование любого электроприбора не может быть обеспечено без хорошего соединения с электрическим кабелем. Для создания такого контакта используются медные кабельные наконечники. Главными их свойствами считаются герметичность и устойчивость к воздействию агрессивных факторов.
Функционирование любого электроприбора не может быть обеспечено без хорошего соединения с электрическим кабелем. Для создания такого контакта используются медные кабельные наконечники. Главными их свойствами считаются герметичность и устойчивость к воздействию агрессивных факторов.
Разновидности наконечников
Для эффективной работы оборудования недостаточно простого подключения к электросети. Ещё одним важным условием является обеспечение надёжного контракта между оборудованием и проводом. Плохое соединение может послужить причиной:
- перегрузок;
- скачков напряжения.

Эти ситуации в большинстве случаев приводят к тому, что приборы выходят из строя, требуют дорогостоящего ремонта или замены. Избежать таких проблем поможет использование специальных соединителей.
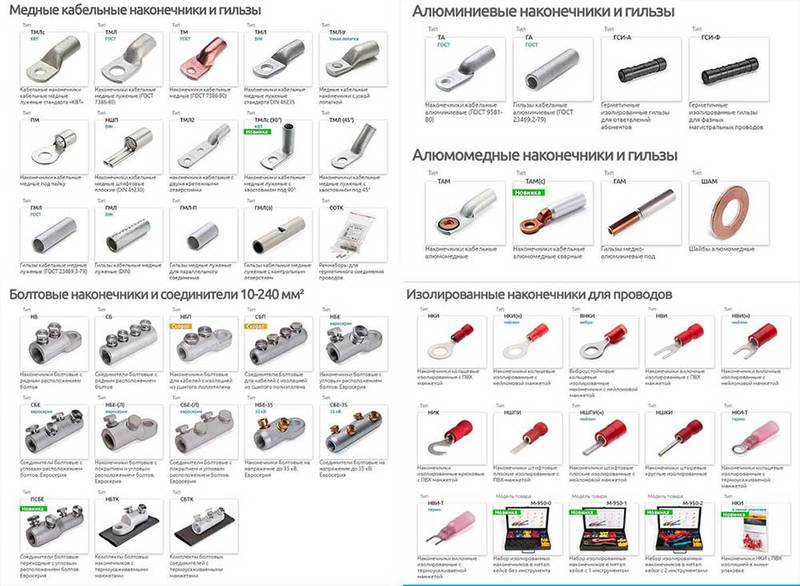
Материал, который применяется для их производства, может быть различным. Чаще всего встречаются:
 Алюминиевые. Подходят для проводов с алюминиевыми жилами с сечением 16−240 мм2. Для их изготовления используется труба из алюминия марки АД1М.
Алюминиевые. Подходят для проводов с алюминиевыми жилами с сечением 16−240 мм2. Для их изготовления используется труба из алюминия марки АД1М.- Алюмо-медные. Применяются для соединения алюминиевых кабелей с медными выводами электротехнических устройств. Цилиндрическую часть таких изделий производят из алюминиевого прута марки АД1М, контактную часть, на которой находится крепёжное отверстие, — из медного прута марки М1. Обе части соединяются с помощью фрикционной диффузии.
- Медные. Используются для проводов с медными жилами диаметром 2,5−240 мм2. В качестве исходного материала для них выбирают цельнотянутые медные трубы марки М2 и листки меди марки М1 и М2.
В процессе производства кабельных контактов соблюдаются нормы, прописанные ГОСТом. Для закрепления наконечников на проводах чаще всего применяется метод опрессовки.
Изделия с покрытием и без
Медь считается наиболее подходящим материалом для кабельных наконечников. Этот металл обеспечивает креплению достаточную прочность и надёжность. Медные детали характеризуются хорошей герметичностью, поэтому могут успешно применяться на водном оборудовании и приборах, функционирующих в агрессивной среде.
 Элемент, изготовленный из меди, бывает двух типов: изолированным или с лужёным покрытием. Для каждого типа характерны свои особенности. Лужёные наконечники более практичны в применении. Покрытие отлично предохраняет детали от коррозии и существенно увеличивает период их эксплуатации. Они не разрушаются под воздействием азотной, соляной, серной кислоты и других агрессивных факторов (влаги, воздуха разной температуры). Однако наличие защитного покрытия уменьшает показатель электропроводимости контактов.
Элемент, изготовленный из меди, бывает двух типов: изолированным или с лужёным покрытием. Для каждого типа характерны свои особенности. Лужёные наконечники более практичны в применении. Покрытие отлично предохраняет детали от коррозии и существенно увеличивает период их эксплуатации. Они не разрушаются под воздействием азотной, соляной, серной кислоты и других агрессивных факторов (влаги, воздуха разной температуры). Однако наличие защитного покрытия уменьшает показатель электропроводимости контактов.
Контакты без покрытия подвержены быстрому окислению, вследствие которого происходит снижение токопроводимости и увеличение сопротивления. Такое изменение токовых параметров приводит к быстрому нагреванию соединения и последующей поломке прибора.
Специальное обозначение
Изделия с покрытием имеют несколько разновидностей, отличающихся по материалу и методу крепления. Для обозначения изделий принято использовать маркировку в виде сочетания букв:
- ТА. Трубчатый соединитель из алюминия.
 ИЭК. Вилочный контакт из меди.
ИЭК. Вилочный контакт из меди.- НКБ. Кабельный геофизический.
- РФИ-М. Кабельный флажковый.
- ТМД. Двойной глухой наконечник.
- СИП. Cамонесущий изолированный контакт, имеющий в своей конструкции кольцевую установочную пластину.
- НШП. Прямой штифтовой наконечник из меди, не имеющий резьбы.
- НШВИ. Втулочный штыревой.
Аббревиатурой ТМЛ принято обозначать закрепляемый электролитический элемент, являющийся модифицированным вариантом штифтового безрезьбового наконечника. Для его установки требуется опрессовыватель особого типа.
Каждый маркировочный символ имеет конкретное значение:
- Т. Труба.
- У. Угловой контакт.
- Л. Обработанный оловом.
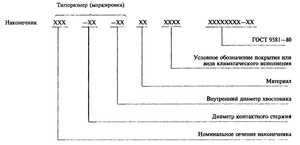
Название материала также присутствует в маркировке наконечника. Буквой М маркируются медные, буквой А — алюминиевые, буквой Л — латунные изделия. Полное обозначение кабельного наконечника состоит из трёх букв и трёх цифр.
Первая буква обозначает полуфабрикат, который был использован для производства соединителя, вторая — материал изготовления, третья — покрытие (если оно имеется). Далее идут цифры, указывающие номинальное сечение контакта, диаметр контактного стержня и внутренний размер хвостовика. Все числовые показатели обозначаются в миллиметрах.
Способы установки
Кабельные наконечники крепятся на проводах разными способами. Чаще всего их установка осуществляется посредством сварки, спаивания либо опрессовки. Также для этой цели могут применяться специальные установочные болты.
Метод опрессовывания требует наличия специального инструмента (пресса), который может управляться вручную, механическим или гидравлическим способом либо при помощи насоса. Для монтажа бытового контакта подойдёт ручной механизм — стриппер — либо обжимные клещи. Вручную несложно закрепить наконечник на медном или алюминиевом кабеле, используемом при создании заземления или разводки, при подключении бытовых электрических приборов.

Опрессовывание силового кабеля требует наличия более мощного пресса и может быть проведено тремя способами. Металлическую жилу вводят в трубчатую хвостовую часть наконечника и сжимают в матрице при помощи пуансона. В отдельных местах, где зубцы пуансона вдавливаются сильнее всего, обеспечивается наилучшее соединение наконечника с жилой.
При сплошном обжатии гарантируется одинаковое давление по всей длине наконечника. При этом достигается полный электрический контакт между элементами. Для улучшенного соединения трубчатой части с кабелем прибегают к комбинированному обжатию, которое в условиях сплошного опрессовывания обеспечивает дополнительное сдавливание в месте вхождения зубцов.
 Оборудование для опрессовывания наконечников может различаться по типу разводного ключа либо по диаметру отверстия. Стандартным принято считать отверстие размером от 0,25 до 1 миллиметра.
Оборудование для опрессовывания наконечников может различаться по типу разводного ключа либо по диаметру отверстия. Стандартным принято считать отверстие размером от 0,25 до 1 миллиметра.
Создание надёжного контакта с помощью паяльника происходит в несколько этапов. Сначала зачищенный до блеска и обработанный нейтральным припоем кабель до упора вставляется в соединитель, затем через специальное отверстие вливается припой.
В процессе установки кабельного наконечника с использованием установочных винтов размер их головок контролируется автоматически внутри опрессовывающего аппарата. Болты до упора вкручиваются в отверстие соединителя, затем их головка срывается. Таким образом обеспечивается надёжный и необратимый контакт.
Преимущество болтовых соединений заключается в том, что они также могут быть проведены без использования пресса с помощью гаечного ключа. Размер присоединяемого кабеля при этом может быть в несколько раз меньше максимального диаметра, который предусмотрен производителем для трубчатой части наконечника.