 Для прокладки канализации, газо- и водопроводов широко применяются трубы ПНД. Их выбирают за легкость монтажа, прочность и другие преимущества. Они могут применяться как для напорных, так и для безнапорных систем, таких как канализация. Для монтажа часто используется метод сварки ПНД. Преимущество этой технологии в том, что сварить трубы своими руками может даже человек, не имеющий опыта подобной работы.
Для прокладки канализации, газо- и водопроводов широко применяются трубы ПНД. Их выбирают за легкость монтажа, прочность и другие преимущества. Они могут применяться как для напорных, так и для безнапорных систем, таких как канализация. Для монтажа часто используется метод сварки ПНД. Преимущество этой технологии в том, что сварить трубы своими руками может даже человек, не имеющий опыта подобной работы.
Особенности монтажа
 Полиэтиленовые трубы практичны и надежны. Их применяют как в производстве, так и в жилищном строительстве. Для изготовления используется полиэтилен — материал, устойчивый к воздействию агрессивных сред. Благодаря этому свойству, трубы ПНД часто применяют для монтажа различных трубопроводов. Для этой цели используют изделия диаметром от 20 до 1200 мм.
Полиэтиленовые трубы практичны и надежны. Их применяют как в производстве, так и в жилищном строительстве. Для изготовления используется полиэтилен — материал, устойчивый к воздействию агрессивных сред. Благодаря этому свойству, трубы ПНД часто применяют для монтажа различных трубопроводов. Для этой цели используют изделия диаметром от 20 до 1200 мм.
Их соединяют двумя методами:
- разъемным, с помощью раструбов и фланцев;
- неразъемным, с применением сварки.
Метод соединения выбирается в зависимости от того, в каких условиях будет действовать трубопровод.
Если его монтируют для передачи среды под давлением, например, воды или газа, то применяют сварные соединения, которые отличаются повышенной прочностью и герметичностью. Трубы, по которым жидкость будет двигаться самостоятельно, например, канализационные, соединяют при помощи фитингов и фланцев. Это соединение осуществить проще.
Неразъемные соединения
С помощью сварки можно надежно соединить полиэтиленовые трубы. Этот метод позволяет получить прочные и герметичные швы, устойчивые к воздействию агрессивных сред.
У сварного соединения следующие преимущества:
- оно сохраняет первоначальную гибкость трубопровода;
- не влияет на его прочность;
- позволяет получить герметичный шов, не поддающийся воздействию агрессивных сред.
Изделия можно соединить с помощью сварки ПНД труб встык или с использованием электромуфт. Перед началом сварочных работ, вне зависимости от того, какой способ соединения выбран, производят следующую подготовку:
- приобретают трубы и крепеж (фитинги и соединительные элементы), а также зажимы и редукционные вкладыши соответствующего диаметра;
- оборудуют рабочую площадку для сварки;
- обрабатывают торцы.
Проверяется работоспособность сварочного оборудования. Это делается следующим образом:
- осматривают узлы сварочного аппарата, проверяют исправность электрических проводов и степень заточки торцевальных ножей;
- заправляют топливом электрогенератор;
- детали оборудования очищают от загрязнения, поверхности обезжиривают с использованием растворителя;
- проверяют уровень масла в гидросистеме оборудования, обрабатывают специальными составами все трущиеся части;
- производят проверку контрольно-измерительной аппаратуры.
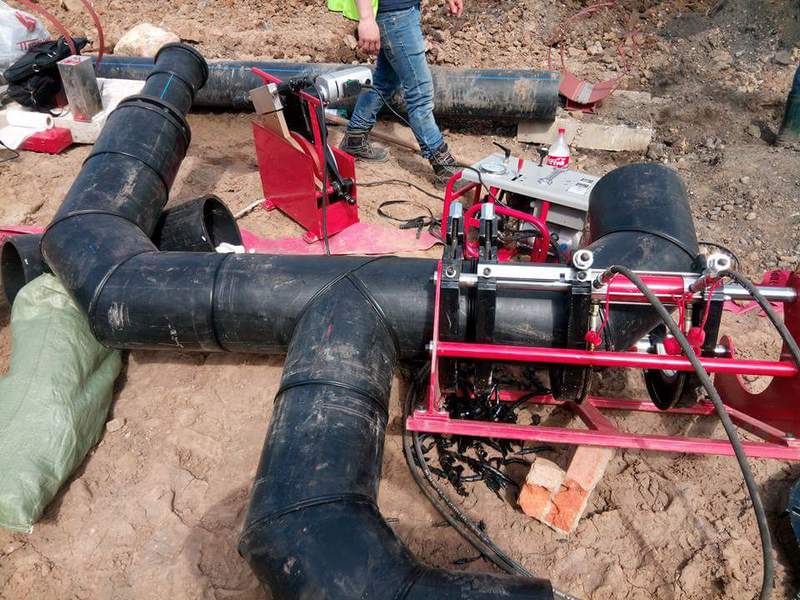
Сварка встык
 Соединение встык используется для труб диаметром от 50 мм. Для него требуется аппарат стыковой сварки. При работе торцевые части нагреваются и соединяются под давлением. Полиэтилен при этом расплавляется и создает прочный шов, по своим свойствам не уступающий цельному изделию.
Соединение встык используется для труб диаметром от 50 мм. Для него требуется аппарат стыковой сварки. При работе торцевые части нагреваются и соединяются под давлением. Полиэтилен при этом расплавляется и создает прочный шов, по своим свойствам не уступающий цельному изделию.
Такой вид соединения достаточно сложен. Для него требуется профессиональное оборудование, гарантирующее высокое качество швов. Человек, производящий эту работу, должен обладать достаточной квалификацией. Сварка встык обладает следующими преимуществами:
- Для работы не требуется тяжелая техника.
- Ее могут производить один-два человека.
- Это экономичный процесс, так как энергопотребление аппарата для сварки ПНД намного меньше, чем у сварочного станка для стальных труб. Такое оборудование можно купить в строительном магазине или взять в аренду у монтажных фирм.
Для сварки встык подходят изделия с толщиной стенки не больше 4,5 мм, изготовленные из одной марки полиэтилена и имеющие одинаковый диаметр. Также у них должен быть одинаковый коэффициент SDR, который равен отношению внутреннего диаметра к толщине стенки трубы. Сварку производят в следующем порядке:
- Проверяют изделия, их овальность и SDR.
- Очищают с поверхности загрязнения, с торцов удаляют сколы. При необходимости выравнивают края элктроторцевателем, обрезающим трубы под углом 90 º.
- Закрепляют обе трубы на расстоянии около 4 сантиметров между торцами.
- С помощью аппарата сварки расправляют слой полиэтилена на торцах.
- Повышают температуру на концах с использованием нагревателя. Материал нагревается до глубинных слоев, начинается процесс его расплавления.
- После того как полиэтилен прогрелся в течение определенного времени, которое зависит от его толщины и диаметра изделий, нагревательную часть сварочного аппарата аккуратно убирают. Трубы состыкуют друг с другом. Время между удалением нагревательного элемента и соединением концов должно быть минимальным.
- Для создания необходимого давления используется машинка с перемещателем.
- После остывания материалов на трубах образуется герметичный слой — бурт.
Важно не делать ошибок в технологическом процессе, иначе слой получится кривым и недостаточный герметичным. При обработке нельзя двигать края труб больше, чем на 10% от толщины стенки.
Сварку производят при температуре окружающей среды не ниже +15 ºC. Эксплуатацию трубопровода производят при температуре от -15 до + 45 ºС.
Использование электромуфт
 Электромуфта представляет собой деталь, изготовленную из полиэтилена с вживленными в корпус электроспиралями. Производители выпускают муфты для труб различного диаметра. Для прямолинейной сварки используют изделия прямой формы, для прочих конструкций подходят электрофузионные тройники, седловые отводы и другие детали.
Электромуфта представляет собой деталь, изготовленную из полиэтилена с вживленными в корпус электроспиралями. Производители выпускают муфты для труб различного диаметра. Для прямолинейной сварки используют изделия прямой формы, для прочих конструкций подходят электрофузионные тройники, седловые отводы и другие детали.
Соединения, созданные с помощью электромуфтовой сварки труб ПНД, способны выдерживать давление до 16 атмосфер. Но они обходятся дороже, чем изготовленные при помощи сварки встык. Это объясняется тем, что для каждого из них требуется приобрести электромуфту. Работу производят следующим образом:
- Тщательно очищают поверхность труб, зачищают их торцы.
- Внутреннюю поверхность муфты обезжиривают.
- Края труб вставляют в муфту и всю эту конструкцию закрепляют.
- На нее подают напряжение.
- Происходит расплавление муфты и торцевых частей. Когда они застывают, то образуют монолитное соединение. Муфта остается поверх шва.
Важно, чтобы при нагревании и остывании конструкция оставалась неподвижной, для чего ее нужно прочно закрепить.
Сварка с использованием электромуфты применяется в тех случаях, тогда требуется выполнить несколько соединений. Это может быть врезка дополнительной ветки в уже установленный трубопровод. Для сварки большого количества труб лучше применять стыковой метод.
Преимущество электромуфтовой сварки труб ПНД состоит в том, что процесс монтажа быстр и несложен, а в результате получается качественное соединение. Сварку можно производить своими руками, даже не имея соответствующей подготовки. Таким способом можно соединять изделия с толщиной стенок менее 4,5 мм.
Компоновка с применением соединительных деталей
Разъемный способ соединения не так надежен, как сварной, но он также имеет свои достоинства.

К ним относятся:
- Экономичность. Для рабочего процесса не требуется специальное оборудование и инструменты.
- Универсальность. Соединение можно установить там, где нельзя использовать сварку, например, под водой.
- Быстрый монтаж. Трубопровод можно собрать в самые короткие сроки.
Для надежной и исправной работы трубопровода необходимо обеспечить качественное соединение труб. Наибольшей прочностью и герметичностью отличаются швы, изготовленные с помощью сварки ПНД. Ее можно производить способом соединения встык или с использованием электромуфт.