 В настоящее время на рынке сантехники предоставлено много материалов для прокладки водопровода. Каждый из них отличается своими эксплуатационными особенностями, качеством и ценой. Одним из самых лучших вариантов является медь. Зачастую услуги сантехников обходятся недешево, поэтому многие домашние мастера хотят проводить пайку медных трубок газовой горелкой самостоятельно.
В настоящее время на рынке сантехники предоставлено много материалов для прокладки водопровода. Каждый из них отличается своими эксплуатационными особенностями, качеством и ценой. Одним из самых лучших вариантов является медь. Зачастую услуги сантехников обходятся недешево, поэтому многие домашние мастера хотят проводить пайку медных трубок газовой горелкой самостоятельно.
Преимущества медного водопровода
Несмотря на высокую стоимость материалов, данный вид труб признан одним из лучших. Гладкая поверхность исключает возникновение засоров, высокая коррозийная стойкость и термоустойчивость меди намного выше, чем у конкурентов. В дополнение к этому прочность соединения труб при помощи пайки позволяет проводить монтаж водопровода скрытым способом, что положительно сказывается на эстетическом виде помещения и его просторе.
Эти преимущества перекрывают высокую стоимость материалов, ведь в сантехнике намного важнее надёжность и долговечность водопровода. Грамотно спаянные трубы будут служить много десятилетий без потребности их регулярного обслуживания. Гибкость материала облегчает процесс монтажа, а сам процесс соединения доступен для освоения каждому человеку.
Необходимые инструменты
Перед началом пайки необходимо обеспечить наличие всех приспособлений, которые требуются при выполнении работ:
- Расширитель. Поскольку при монтаже применяются трубы идентичного диаметра, то для его расширения нужно применять специальные инструменты.
- Труборез. Медь является легко деформируемым материалом, поэтому для резки желательно заменить болгарку на инструмент для резки труб.
- Металлические щётки и ёршики применяются для зачистки труб снаружи и изнутри.
- Обработать края после резки поможет торцеватель.
- Газовая горелка для прогрева стыков соединения. Рекомендуется использовать горелку, которая имеет функцию регулировки пламени.
- Припои и флюсы для пайки медных труб, подбираемые в зависимости от температуры соединения.
- Электрический паяльник. В случаях, когда работа горелкой недопустима, можно применять специальный паяльник, который будет обеспечивать нагрев соединения.
Виды монтажа водопровода
Пайка является распространённым методом монтажа медных труб. В результате расплавления припоя и его равномерного распределения между зазорами заготовки образуется прочное неподвижное соединение. Различают два вида пайки в зависимости от температуры: низкотемпературная и высокотемпературная. Для того чтобы определиться с тем, чем паять медные трубы, необходимо знать различия способов пайки.
Высокотемпературная.
 Вид пайки при рабочей температуре свыше 450 °C тугоплавкими припоями, в основном сплавами серебра и меди. Шов получается прочным, устойчивым к механическим нагрузкам. Этот вид соединения называется твёрдым. Преимуществом высокотемпературной пайки является возможность создания отвода от ранее смонтированной системы без ее демонтажа.
Вид пайки при рабочей температуре свыше 450 °C тугоплавкими припоями, в основном сплавами серебра и меди. Шов получается прочным, устойчивым к механическим нагрузкам. Этот вид соединения называется твёрдым. Преимуществом высокотемпературной пайки является возможность создания отвода от ранее смонтированной системы без ее демонтажа.
Этот способ применяется для труб диаметром от 15 до 160 мм, как правило, при монтаже газопроводов. В сантехнических работах высокотемпературная пайка используется для обеспечения прочного соединения труб большого диаметра или там, где температура циркулирующей жидкости превышает 130 °C.
Процесс твёрдой пайки включает в себя отжиг металла, что влечёт за собой его размягчение. Учитывая это, охлаждение шва необходимо исключительно естественным путём, то есть без использования обдува или жидкости. Следует помнить о том, что длительное высокотемпературное воздействие на металл может привести к его прожигам, поэтому не рекомендуется людям, у которых нет навыков этой пайки.
Низкотемпературная
 Данный вид работ проводится при температуре до 450 °C с применением легкоплавких припоев на основе свинца и олова. Ширина шва в данной пайке составляет от 8 до 50 мм. Получаемое соединение называется мягким, его прочность меньше, чем у твёрдого, однако имеет некоторые преимущества.
Данный вид работ проводится при температуре до 450 °C с применением легкоплавких припоев на основе свинца и олова. Ширина шва в данной пайке составляет от 8 до 50 мм. Получаемое соединение называется мягким, его прочность меньше, чем у твёрдого, однако имеет некоторые преимущества.
Основным отличием является то, что не происходит отжига металла, в связи с чем его прочность не меняется. Помимо этого, температура такой пайки является более безопасной. Мягкие соединения обычно используют при работе с трубами диаметром от 6 до 100 мм, а температура циркулирующей жидкости не должна превышать 130 °C.
Не стоит забывать о том, что для пайки водопровода питьевой воды не рекомендуется использовать токсичные припои, в составе которых находится свинец. Заменой являются припои на основе олова с добавками висмута, серебра и сурьмы.
Флюсы
Флюс применяют для очистки места пайки от всех возможных загрязнений и снижения поверхностного натяжения припоя. Применение флюса улучшает растекание припоя в зазоры с дальнейшей защитой шва, что улучшает качество и надёжность соединения. Следует подбирать материал так, чтобы его температура плавления была ниже, чем у применяемого припоя:
- Для низкотемпературной пайки подойдут жидкие припои на основе канифоли или паяльной кислоты.
- Для высокотемпературной применяют, как правило, буру в жидком или порошкообразном виде. Так как температура плавления буры начинается от 700 градусов, то следует подобрать припой с более высокой температурой.
Процесс пайки
После приобретения всех требуемых материалов можно приступать к процессу монтажа водопровода. Следует относиться к каждому этапу ответственно во избежание порчи материалов или некачественного соединения.
Нарезка и подгонка
 Сначала отмеряются и отрезаются детали требуемой длины. Отрезание выполняется с помощью ручного трубореза, при этом трубу следует располагать строго перпендикулярно инструменту. Материал зажимается между роликом и лезвием, и труборез проворачивают вокруг трубы. После каждого полного оборота следует поджимать фиксирующие болты. Если все сделано правильно, срез получается ровным, а фаска появится только на внутренней поверхности отреза.
Сначала отмеряются и отрезаются детали требуемой длины. Отрезание выполняется с помощью ручного трубореза, при этом трубу следует располагать строго перпендикулярно инструменту. Материал зажимается между роликом и лезвием, и труборез проворачивают вокруг трубы. После каждого полного оборота следует поджимать фиксирующие болты. Если все сделано правильно, срез получается ровным, а фаска появится только на внутренней поверхности отреза.
При использовании трубореза диаметр отрезанной трубы будет немного меньшим, чем изначальный. Избежать этого можно, если заменить труборез ручной ножовкой. Недостатками данного способа будет являться большое количество заусенец и небольшой перекос отреза.
Следует избегать деформации трубы, поскольку монтажный зазор должен быть от 0.02 до 0.4 мм. Если зазор будет ниже, то припой не затечёт между заготовками, а при более высоком не произойдёт капиллярного эффекта.
После снятия заусенцев, зачистки внутренней поверхности и обезжиривания следует увеличить диаметр одного конца заготовки с помощью труборасширителя до достижения правильного монтажного зазора.
Нанесение флюса
По завершении расширения и торцевания можно наносить флюс. Смачивать нужно внешнюю поверхность трубы меньшего диаметра, которая в дальнейшем будет находиться внутри более широкой. Флюс следует наносить предельно аккуратно, чтобы не было его излишков. После этого детали нужно соединить, при этом делать это следует очень быстро для того, чтобы на обработанной флюсом поверхности не появилось частиц пыли.
Детали в процессе соединения нужно проворачивать до упора, это позволит флюсу тщательно смочить всю поверхность будущего соединения.
Пайка
После соединения деталей приступают к их пайке, при этом в зависимости от температурного режима подбор материалов и процесс проведения работ будет различным.
При низкотемпературной пайке огонь с сопла горелки подносят к стыку, постоянно перемещают  для равномерного прогрева соединения и подносят к зазору припой. Как только он начинает плавиться, следует прекратить нагрев для того, чтобы припой полностью заполнил зазор. Специально припой греть не нужно, он должен расплавляться от нагретых деталей соединения. После полного заполнения припоем зазора следует дать шву остыть. Полученное мягкое соединение не считается довольно прочным, поэтому не рекомендуется подвергать его нагрузкам в горячем состоянии.
для равномерного прогрева соединения и подносят к зазору припой. Как только он начинает плавиться, следует прекратить нагрев для того, чтобы припой полностью заполнил зазор. Специально припой греть не нужно, он должен расплавляться от нагретых деталей соединения. После полного заполнения припоем зазора следует дать шву остыть. Полученное мягкое соединение не считается довольно прочным, поэтому не рекомендуется подвергать его нагрузкам в горячем состоянии.
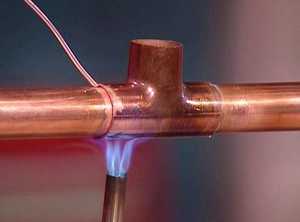
В процессе высокотемпературной пайки детали нужно прогревать быстро и равномерно. При нагреве меди выше 700 °C она изменит свой цвет на темно-вишневый, в этот момент следует подносить к стыку припой. Для лучшего прогрева его можно подогреть горелкой, но расплавиться он должен именно от разогретых труб. После полного заполнения зазора соединение должно остыть естественным образом, затем шов можно протереть для очистки от остатков флюса.
Ошибки при монтаже
Процессу пайки медных труб научиться просто и быстро, достаточно потренироваться на нескольких заготовках, чтобы вникнуть в суть работы. Тем не менее следует знать про ошибки, которых не следует допускать в монтаже:
- Наличие дефектов на заготовках, которые могут появляться в процессе транспортировки или резки труб. Если проводить пайку поверх изъянов, соединение не будет достаточно прочным.
- Загрязнения на поверхности соединения не дают качественно растекаться припою и создавать неразрывное соединение по всей поверхности стыка. Во избежание этого заготовки следует качественно зачищать, обезжиривать и использовать подходящие флюсы.
- При недостаточном разогреве деталей припой не до конца растекается в зазоре, такое соединение может развалиться от малейшего механического воздействия. То же самое происходит и при перегреве, когда флюс выгорает с образованием окалины.
- Нагрузка на неостывшее соединение приводит к деформации труб и повреждению прочности шва.
Техника безопасности
Несмотря на то что процесс монтажа кажется простым, многие забывают про травмоопасность данных работ. Для того чтобы этого не случилось, не стоит игнорировать технику безопасности.
Так, в процессе пайки медь сильно разогревается по всей поверхности, поэтому прикосновение к неостывшей трубе чревато ожогами. Если требуется удерживать соединение, для этого используют клещи и защитные рукавицы.
Многие флюсы являются токсичными веществами. Следует помнить об этом и не допускать попадания капель флюса на кожу или вдыхания паров, а также обеспечить хорошую вентиляцию помещения.
Не стоит забывать о том, что при монтаже магистралей существуют свои требования к виду пайки и применяемым припоям. Перед выполнением работ следует узнать будущие нагрузки и температуру циркулирующей жидкости. Это позволит не допустить ошибки в выборе материалов и монтаже, а качественно смонтированный трубопровод прослужит многие десятилетия без всех потенциальных проблем.